制冷劑飽和蒸氣的溫度與壓力呈一一對應(yīng)關(guān)系,若己知制冷刑的蒸發(fā)溫度即可查出相對應(yīng)的蒸發(fā)壓力,此壓力的表壓值由高、低壓壓力表顯示出來。因此,根據(jù)安裝在系統(tǒng)上的壓力表的壓力值即可判定制冷劑的充注量是否合適。例如:家用冷熱沖擊試驗機(jī)的蒸發(fā)溫度定為-20℃,冷凝溫度定為55℃。使用制冷劑R12。查R12的飽和溫度與飽和壓力對應(yīng)表可知,r12在一20℃時的相應(yīng)壓力值為O.159mpa,55℃時相應(yīng)壓力值為1.393mpa,將此壓力換算為表壓值即可。
用高、低壓壓力表或復(fù)合式壓力表測試充氟中的制冷系統(tǒng),若高、低壓力表壓值符合上述范圍即表明制冷刑的充注量合適;若高、低壓壓力均低則表明充入量不夠;若高、低壓壓力均高,則表明無入量過多。
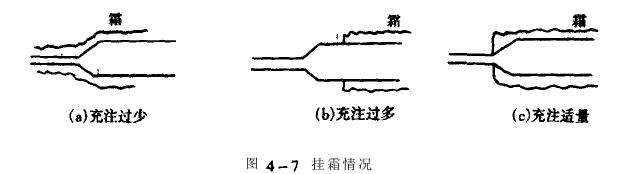
在充注制冷劑過程中可以觀察蒸發(fā)器與毛細(xì)管連接處的掛霜情況,以判定制冷劑充入量是否合適,其掛霜情況如圖4—7所示。
空調(diào)器的蒸發(fā)溫度在+5℃-+7.2℃,一般情況下只會結(jié)露而不會結(jié)霜。在充注制冷劑過程中,觀察空調(diào)器的蒸發(fā)器與毛細(xì)管的連接處。初始有霜,而待此霜又溶化時,即表示制冷劑充注量已夠。也可以觀察蒸發(fā)器的進(jìn)口與出口及吸氣管在箱體出口處的結(jié)霜情況來判定冷熱沖擊試驗機(jī)的制冷劑充入量如何。一般情況下,在蒸發(fā)器的進(jìn)口和出口處溫度相差不大眾吸氣管箱體出口處,夏季不應(yīng)有結(jié)霜現(xiàn)象,涼爽季節(jié)允許有一段結(jié)霜,但結(jié)霜段不能超過200mm,吸氣管在鄰近壓縮機(jī)的溫度略低于環(huán)境溫度,但不應(yīng)出現(xiàn)結(jié)露現(xiàn)象。
http://www.zjqart.com



